






Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

Besoins de mesure du client
1. Inspection de la planéité de la piste du scanner lors de l'inspection de l'assemblage et de la livraison;4. Inspection de la coaxialité des deux axes du scanner lors de l'inspection de l'assemblage et de la livraison;

Figure 1: Utilisation de Radian Laser Tracker dans ce cas
Utilisation de Radian Laser Tracker dans ce cas
Comme le montre la figure 1, lorsqu'il est utilisé, fixez la balle cible du tracker (SMR) sur la broche du système de balayage, et l'hôte du tracker laser radian tirera un laser pour verrouiller et suivre le centre sphérique du SMR. L'opérateur saisira la commande pour que le système de balayage de balayage se déplace dans la direction donnée et restera à la position à mesurer pendant une courte période. Lorsque la broche est stable, le tracker laser Radian collectera avec précision les coordonnées 3D du point à mesurer au taux d'acquisition de 1000 Hz et le transmet au logiciel de mesure pour l'enregistrement et l'économie. Une fois plusieurs de ces points 3D collectés, la ligne, la surface et le corps correspondants peuvent être formés dans le logiciel en fonction de la position de chaque point, et les données de forme et de tolérance de position correspondantes peuvent être calculées et comparées à la position théorique de l'arbre principal , afin d'atteindre le but de la mesure et de la détection.

Figure 2: Diagramme schématique d'un système de test ultrasonore C-SCAN CAN complet complet et à mesurer
Étapes de fonctionnement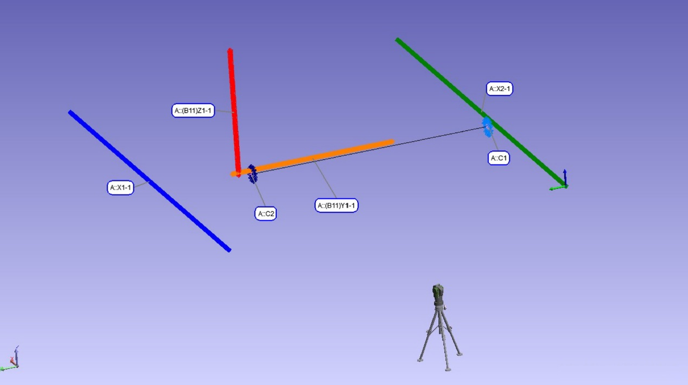
Figure 3: Diagramme de réglage du parallélisme du rail Guide
2) Comme le montre la figure 4, mesurez la rectitude des axes x, y et z et donnez la valeur de déviation pour un ajustement et une installation faciles.
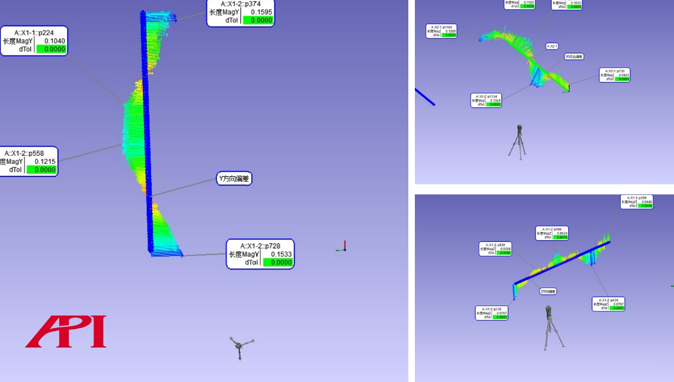
Figure 4: Diagramme schématique de l'écart de rectitude de chaque axe dans le logiciel après mesure réelle
3) Comme le montre la figure 5, analysez la perpendiculaire des axes x, y et z.
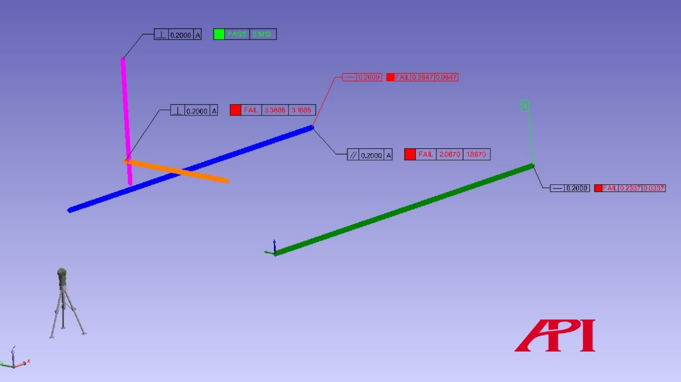
Figure 5: Diagramme schématique de l'analyse des données perpendiculaire de l'axe x, y et z
4) Comme le montre la figure 6, la coaxialité entre les deux axes est très médiocre avant l'ajustement des axes A et B. La coaxialité des deux axes peut répondre aux exigences de précision après le réglage de la différence d'élévation supérieure et inférieure et l'espacement avant et arrière est donné par les données de mesure du tracker laser.
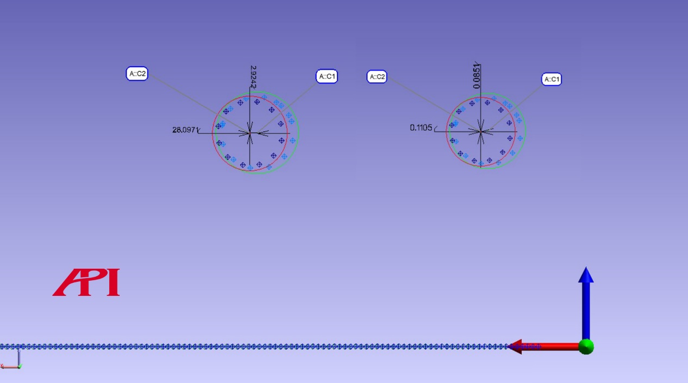
Figure 6: Comparaison des données de coaxialité avant et après ajustement de l'alignement des axes A et B (gauche: avant ajustement; à droite: après ajustement)
conclusion
Ce cas montre que le tracker laser Radian, avec sa haute précision, sa portabilité et sa vitesse d'acquisition de données rapides, peut entièrement répondre aux exigences de mesure du système de balayage ultrasonique dans tous les aspects de la détection et de l'étalonnage, et est précis et efficace, réduisant efficacement les temps d'arrêt des utilisateurs .

Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.